

以下是:注塑产品尺寸大小调试技巧现货充足的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 7天内 |
| 供货总量 | 9999 |
| 运费说明 | 电议 |
| 最小起订 | 10 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 塑料 |
| 产品品牌 | 铭诺 |
| 发货城市 | 河北衡水 |
| 产品产地 | 河北衡水 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 定制 |
| 质保时间 | 180天 |
| 是否进口 | 否 |
| 质量认证 | 合格 |
以下是:注塑产品尺寸大小调试技巧现货充足的图文视频



【导语】:注塑产品尺寸大小调试技巧现货充足,铭诺橡塑制品有限公司为您提供注塑产品尺寸大小调试技巧现货充足,联系人:杜鑫鑫,电话:18631871991、18631871991,QQ:3265414165,请联系铭诺橡塑制品有限公司,发货地:衡水景县景龙路南、杜桥镇草厂村西北发货到湖北省 随州市 随县、曾都区、广水市。 湖北省,随州市,随县 随县,隶属湖北省随州市,位于湖北省北部,东与随州市曾都区、广水市、河南省信阳市相接,西与枣阳市、宜城市毗邻,南与安陆市、京山市、钟祥市相连,北与河南省桐柏县接壤。全县面积5543平方公里,下辖19个镇。2022年末,随县户籍人口为88.72万人。
想了解我们的注塑产品尺寸大小调试技巧现货充足产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:注塑产品尺寸大小调试技巧现货充足的图文介绍

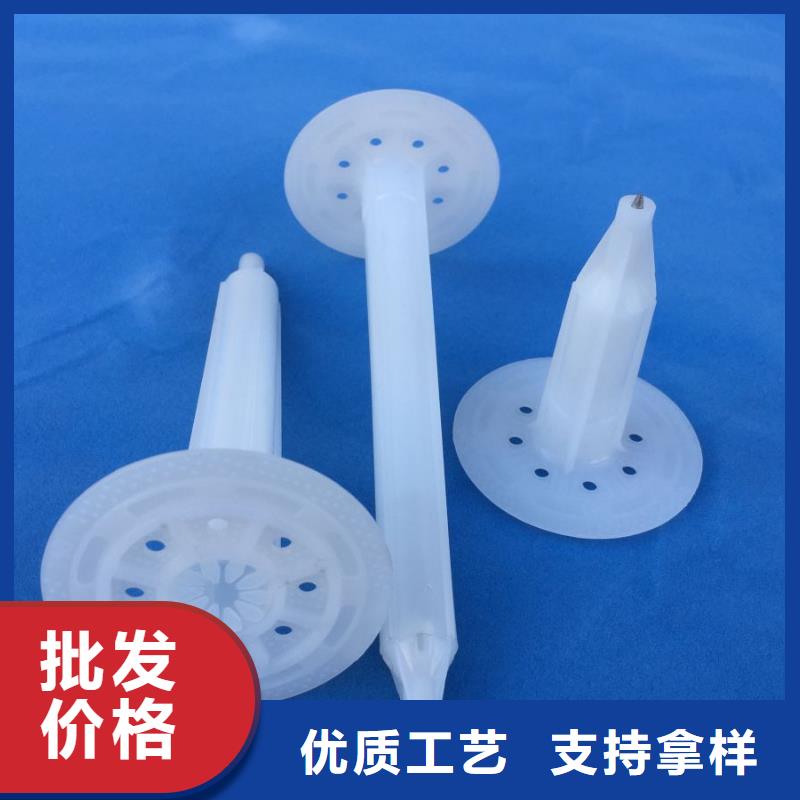
随州随县注塑产品 解决的方法 3-1 即时:提高射出压力,延长射出保压时间,降低料简温度和模具温度,在产生凹痕的地方强制冷却。3-2 短期的:在产生痕的地方补上流边。在产生四痕的地方的材料通边有狭小的场所时,把这部分边厚3-3 长期的:应彻底避免设计制品厚度的差异。容易产生凹痕的加强筋,狭长的形状应尽量短 四 于材料的差异 4-1 成型收缩性大的材料,凹痕也大。例如 PE、PP,即使只要稍微的加强筋,就会产生凹痕。材料成型收缩率VWw.ocRS0.002~0.006 PP r 0.01~0.020.02~0.05


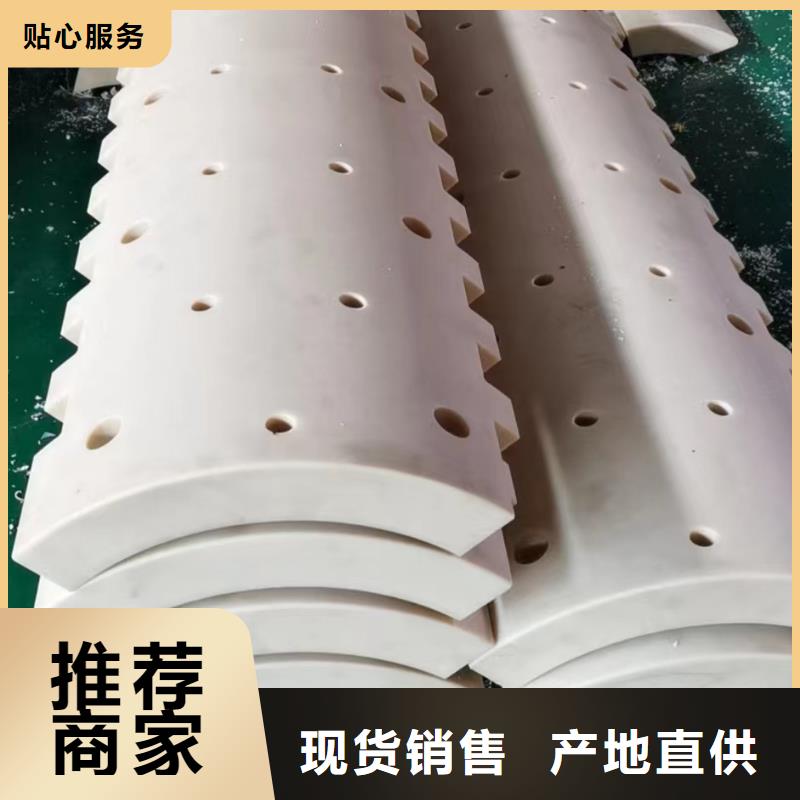
随州随县注塑产品 9由于材料的差异: 4-1 因为大多数的材料必须干燥。通常是在料筒上附加干燥器 4-2象聚碳酸脂之类的特别要干燥的材料,在袋或罐中先预热干燥后再倒入干燥机. 4-3象PVC 等材料,容易发生分解也常发生银条痕。 4、制品飞边的方法 产生飞边的原因 1-1 模具分型面(PL) 滑动面不配合 1-2 射出压力太高 1-3 注射机的偏移 1-4 锁摸力不足



铭诺橡塑制品有限公司是一家专注设计、生产 随州随县硅胶密封条等产品的大型企业。公司位于景县景龙路南、杜桥镇草厂村西北,地理位置优越,交通便利,运输发达。公司奉行销售产品,满足客户的需求,一切以顾客为中心,牢牢把握市场。我们作为一家专注于 随州随县硅胶密封条的公司,我公司经验丰富,管理科学规范化,售后服务完善,致力于为客户提供创新技术,质量过硬的产品,以人无我有,人有我优”的原则为推动环保事业的发展不断做出新的贡腻,与时俱进,再创新高。


随州随县注塑产品 制品凹痕的方法 产生凹痕的原因 制品各部分厚度不同1-1 模具内在压力不足1-2 模具冷却不充分 由于冷却时间不足而产生的变形1-4 相关联的知识 21 在生产制品过程中,凹痕是不良现象中发生频率 的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是冷却慢的部分在气泡收缩的方向产生了显眼的凹面。2-2收缩性大的材料也容易产生凹痕。当要改变成型条件来四痕时,应该把设定条件往收缩小的方向设定。即模温、料筒温度降低,射出压力提高,但是应该注意由此可能会引起残余内应力。 23因为凹痕以不显眼为好,所以,如果不影响外观的时候,有故意在模具上加工成腐她的模样,例如纹状、粒状等。还有,如果成型材料是 HIPS时,用降低模温来降低光洁度也有效果。但是这些方法一旦有凹痕发生,想修理磨光制品就有困难。



【总结】:注塑产品尺寸大小调试技巧现货充足,铭诺橡塑制品有限公司为您提供注塑产品尺寸大小调试技巧现货充足产品案例,联系人:杜鑫鑫,电话:18631871991、18631871991,QQ:3265414165,发货地:景县景龙路南、杜桥镇草厂村西北。










